
The PPAP Problem
Why quality Approval Still Runs on Filing Cabinets
An Ionio Strategic Briefing for Manufacturing Leaders
Why quality Approval Still Runs on Filing Cabinets
An Ionio Strategic Briefing for Manufacturing Leaders
Introduction
An Ionio briefing for the people who run supplier quality and launch. Automotive. Aerospace. Precision parts to a customer's print.
A supplier quality engineer opens your submission and does not read it front to back. Nobody has time for that. They pick one special characteristic and follow it through every document that is supposed to describe it, from the print all the way to the measurement record.
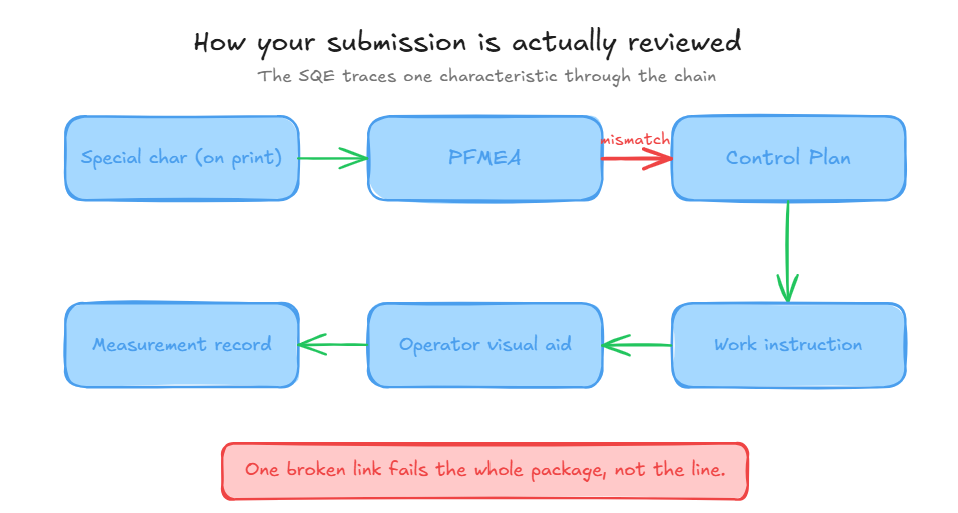
One characteristic, followed from print to measurement. Any broken link rejects the package.
If the trail holds the whole way, they move on. If it breaks anywhere, they do not flag that one line and keep going. They bounce the whole package and send you back to re-validate everything.
You have lived this. A launch slips four weeks because the revision on a warrant did not match the revision on a print. An interim approval goes out with a ninety day clock running and an SREA hanging over the program. Between expedited freight, engineering rework, and revenue that landed late, one resubmission quietly costs twenty to fifty thousand dollars. Nobody budgeted for that. It came out of margin.
So this is not a piece explaining what PPAP is. You run it every day. It is about a mistake the whole industry has made in how it thinks about PPAP, and what that mistake has been costing you.
The mistake is treating PPAP like a documentation problem.
For a decade, every tool built around it has been a documentation tool. Somewhere to store the files. A tracker to tick off the eighteen elements. A portal to upload the finished package. Nicer filing cabinets.
But packages do not fail because a file went missing. They fail because the files stopped agreeing with each other.
That is a different problem. It is a consistency problem. And no filing cabinet solves a consistency problem, however good the filing cabinet is.
This piece is about that gap. Where it comes from, why it keeps getting more expensive, and why a handful of your people are the only thing holding it together. Then what changes when the approval package stops being a stack of documents and starts working like a connected model.
The Problem
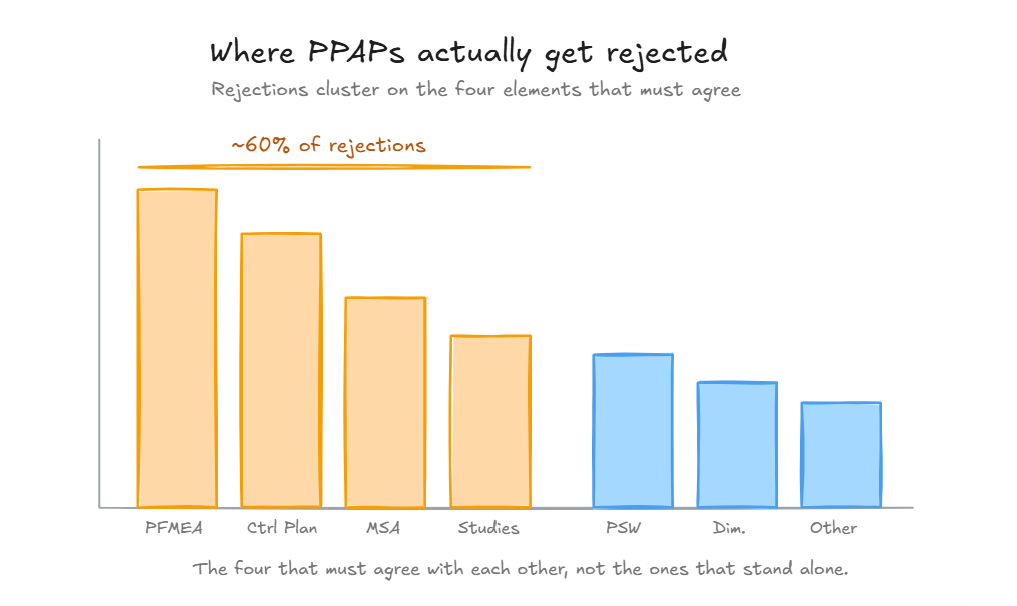
Sixty percent of rejections trace to four elements. PFMEA, control plan, MSA, process studies.
Look at where packages actually die.
Pull the rejected PPAPs from the last two years and a pattern shows up fast. Around sixty percent of them fail on the same four elements. The PFMEA, the control plan, the MSA, and the initial process studies. The same four, over and over.
That is not a coincidence. Those four are the connected core of the whole package. The PFMEA is where you name the special characteristics and the risks. The control plan says how each one gets watched on the floor. The MSA proves the gauge doing the watching can actually be trusted. And the process studies prove the line holds at full rate. They are wired together. Move one, and the other three have to move with it.
So the rejection almost never comes down to a missing document. It comes down to documents that contradict each other. The print calls out a special characteristic that never shows up as a risk on the PFMEA. The control plan points to an operation number that does not exist on the process flow. It lists a gauge the MSA never validated. Its reaction plan says "contact engineer" and never spells out what to contain, what to quarantine, or who is allowed to restart the line. A Cpk lands just under the limit on the one dimension the customer marked safety critical.
Every one of those is a broken link. Not a missing file.
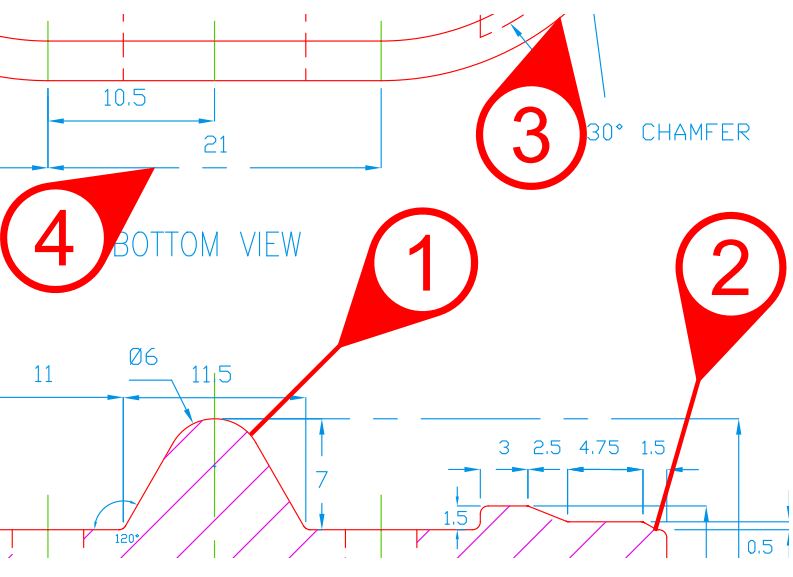
Make it concrete. Take a ground OD, a bearing fit, called out as a special characteristic. For that one feature to survive review, the classification has to carry off the print onto the PFMEA. The PFMEA has to name a real failure mode for it, oversize or undersize, with a cause your equipment actually produces and a detection control that exists on your floor. The control plan has to monitor that exact feature with a named gauge, a sample size, a frequency, and a reaction plan that means something. The MSA has to validate that gauge. The dimensional results have to show the measured values. The capability study has to clear the bar. Six documents. One feature. All of them have to say the same thing. Now multiply by every special characteristic on a part that has dozens, and you can feel where the fragility lives.
The customer's review is built to find exactly this. The SQE traces. One characteristic, end to end, and if any handoff is inconsistent the package is dead and the clock resets to zero.
One characteristic, print to measurement
Four to eight week reset. The clock goes back to zero.
Four links hold. The fifth breaks. The package is rejected.
Put a number on that reset. It is not an email you clear in an afternoon. It is a four to eight week resubmission cycle on a safety-critical part. It is twenty to fifty thousand dollars per cycle in hard costs alone. It is a launch that moves right on a program you already committed capacity to. And it is a mark on your launch scorecard with a customer who is quietly tracking how clean you submit. Hold that last point, because it matters more than the direct cost, and it comes back later.
Here is what should bother you most. None of those failures are quality failures. Your process was capable. Your parts were good. You lost weeks and real money because a set of documents describing the same part did not stay consistent while a few people assembled them by hand under deadline.
That is not a quality problem. It is a data problem wearing a quality label. And the entire category of software sold to "solve PPAP" does not touch it, because it was built to hold the documents, not to keep them agreeing.
Interpretation

What gets measured on the floor was decided on the print, long before.
A question worth sitting with.
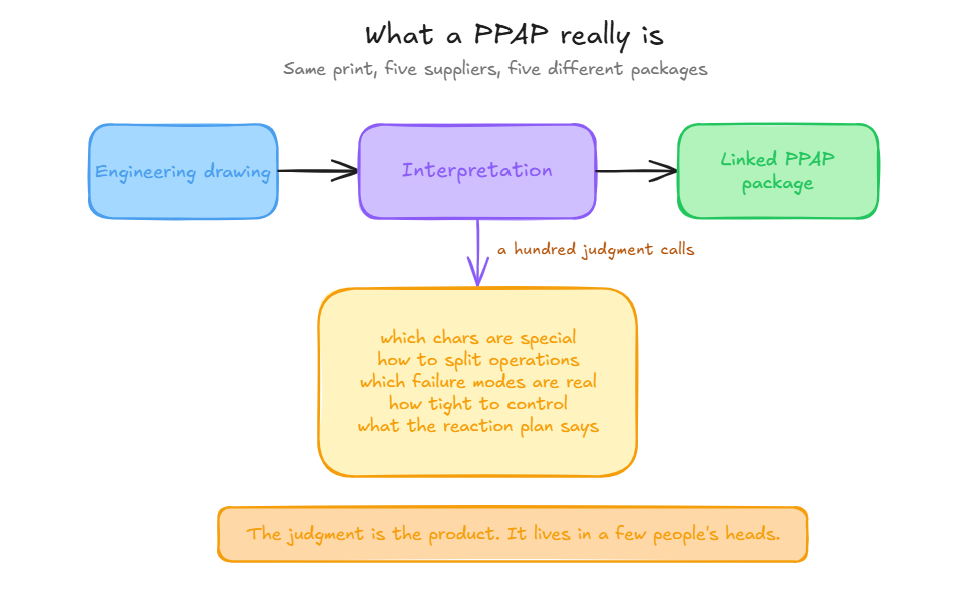
Send one drawing to five capable suppliers and ask each for a full package. You will get five packages that barely resemble one another. They balloon the print differently, disagree on which characteristics are special, and land on their own failure modes, controls, and sample plans. One print goes out. Five conflicting answers come back.
The reason is simple. A drawing is only a picture of a part. A PPAP is somebody's reading of that picture, turned into a plan for how you will make the thing well and prove that you did.
Somewhere in your building, a senior quality engineer or an APQP lead reads that print and makes a hundred calls it never spells out. What actually counts as a special characteristic and what is just noise. How tight to run a control before it chokes the line for no reason. What the operator should do when a part drifts out of tolerance at two in the morning, on a weekend, with the lead hand at home.
None of that is on the drawing. All of it is in their head.
The PPAP is where all of that judgment finally gets written down. It is one person's understanding of how your operation makes this part well, turned into a set of documents that have to line up with each other.
See it that way, and two problems come into focus. Both are strategic. Neither is really about paperwork.
One expert's judgment, written down as documents that have to agree with each other.
The first is fragility. That judgment lives in a very small number of people. When your best PFMEA mind retires, the interpretation walks out with them. What is left behind is a folder of finished packages, which is the output of the judgment and not the judgment itself. The next person inherits templates they do not fully understand and carries forward decisions they cannot fully defend. This is the retirement cliff every plant leader feels and almost nobody says out loud. The people who can build a clean package from a blank print are aging out faster than they are being replaced, and their reasoning is recorded nowhere except in the exhaust of old submissions.
The second is inconsistency across your own footprint. If interpretation lives in people, then two plants, or even two engineers in one plant, will document the same part with different logic. Your customer sees it. It shows up as variation in your submissions and your launches. To them you are not one supplier. You are a set of individuals who happen to share a logo.
So the real asset in your PPAP process was never the documents. It is the interpretation layer underneath them. That layer is scarce, it is walking out the door, and it has never been captured anywhere that lasts. Hold onto that, because it is the whole reason the technology conversation is about to matter. The interpretation layer is exactly the thing that is now capturable.
Sourcing
Your first-time approval rate now travels with your name.
Step back and look at this from your seat for a minute.
For most of its life, PPAP has been managed as a cost of keeping a customer. Something quality handles so commercial can keep selling. It lives low in the org and off the P&L, invisible until it slips.
That framing is now wrong, and expensively so. Two things changed.
The first is consolidation. OEMs are shrinking their supply base on purpose. They do not want five sources for a commodity when they can qualify two and lean harder on both. So when a new program gets sourced, your launch history is sitting right there on the table. Every buyer and SQE can see who submits clean and who resubmits three times. First-time approval rate stopped being an internal metric. It is now a number your customer attaches to your name when they decide who gets the next platform.
The second is that launch performance has become the thing suppliers actually compete on. Price and capacity are table stakes now. Everyone has those. What separates a preferred source from a squeezed one is whether your launches run clean or turn into a fire drill every time. The supplier who submits first-time-approved packages is cheaper to manage and lower risk on a new program, so that supplier wins the re-source. The one that fire-drills every launch slides down the list, quoted piece price be damned.
So flip it. Your PPAP capability is not overhead. It is a commercial weapon. First-time-yield is a growth input. The shops that build real capability here take programs from the shops that treat every launch as heroics.
And look at what it costs you internally while it stays a chore. During every launch, your most capable quality engineers are not engineering. They are assembling. They reconcile operation numbers across three documents, chase a revision through a package, and reformat the whole thing into a customer template for the fourth time this quarter. They build the IMDS entry. They work through each OEM's customer-specific requirements one by one, because Ford is not Stellantis is not Toyota, and the addenda quietly change what counts as acceptable. The people whose judgment is your real differentiator spend the launch doing clerical reconciliation that adds zero engineering value and burns the exact capacity you are shortest on.
You are paying senior engineering salaries for document assembly, and losing programs when that assembly slips. That is the real cost of treating PPAP as paperwork. It was never the printer toner. It is the misallocation of your scarcest people, and the programs you do not win because of it.
Every launch moves you
Your launch history is visible to the people sourcing your next program.
Machine-Readable Definition
Now for the part that makes this inevitable instead of hype.
Ballooning stops being a person clicking a print and becomes extraction.
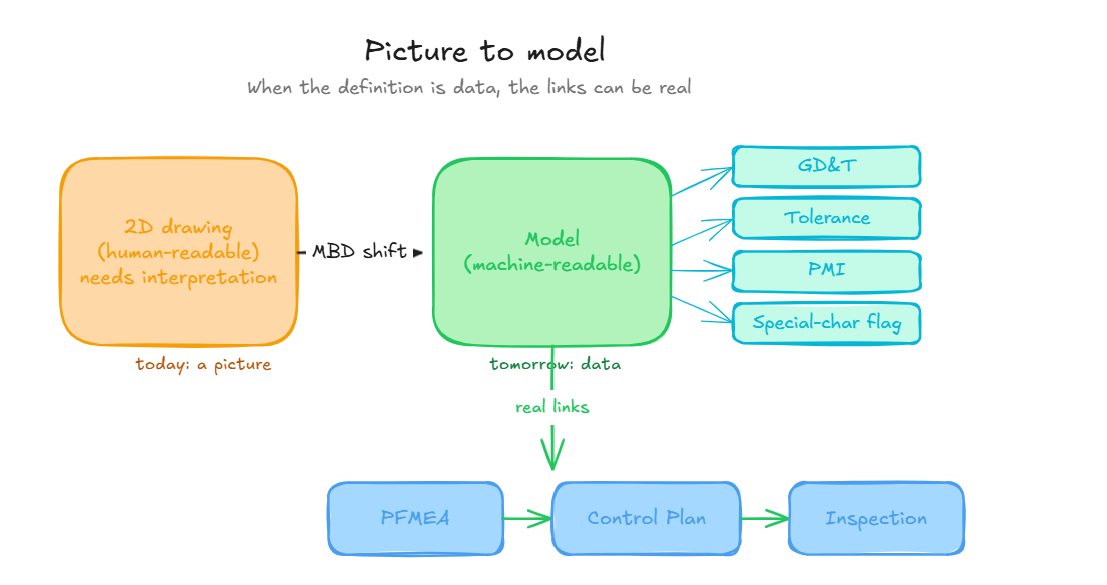
For thirty years, the drawing has been a picture. A 2D print or a PDF, made for a human to read and interpret. That is the root of everything above. When the definition is a picture, someone has to pull the information off it and someone has to interpret it, and the whole fragile human chain hangs off that.
That is changing under your feet. The industry is moving to Model-Based Definition, where the GD&T, the tolerances, the notes, all the product and manufacturing information ride as structured data on the model itself. Machine-readable, not a picture a person has to decode.
This is bigger than a formatting change. Once the definition is data instead of a picture, the whole approval chain becomes something a machine can actually check.
Think about what opens up. Ballooning stops being a person clicking around a print and turns into extraction. Each characteristic carries its own data, including whether it is special. And the trace that used to depend on a person keeping it straight, from a characteristic, to its risk on the PFMEA, to its control on the plan, to its measured result, becomes a real link the system holds. Not a coincidence an SQE has to go hunting for later.
The MBD world already gets the payoff. When the model carries the definition, those five suppliers stop coming back with five different GD&T readings, because the interpretation is written into the data instead of reconstructed from a drawing. Uniformity by construction. The same thing that makes MBD attractive to your customer is what makes your whole package computable on your side.
When the model carries the definition, the whole chain becomes computable.
Machine-readable definition is one half of it. The other half is already sitting in your building. Every PPAP you have ever completed is a worked example of how your operation reads a definition and turns it into a process that holds. Your historical packages are a training set for your own judgment. Structured definition on one side, your own accumulated interpretation on the other. That pairing is new, and it is what the rest of this comes down to.
What Changes
Now we can be precise about where AI actually fits. The wrong version of this is everywhere, so it is worth being clear about what this is not.
A few versions get sold, and they all miss. One is a chatbot bolted onto your document store. Another is a portal that keeps reminding you which of the eighteen elements you still owe. The one that actually worries people is the automation that quietly does your quality engineer's job and asks everyone to trust it.
A quality engineer signs the warrant. Their name goes on the declaration. They carry personal accountability the moment a part reaches a customer's line. They are never going to hand that to a black box, and they should not. Any honest answer to AI here has to start from that, not wish it away.
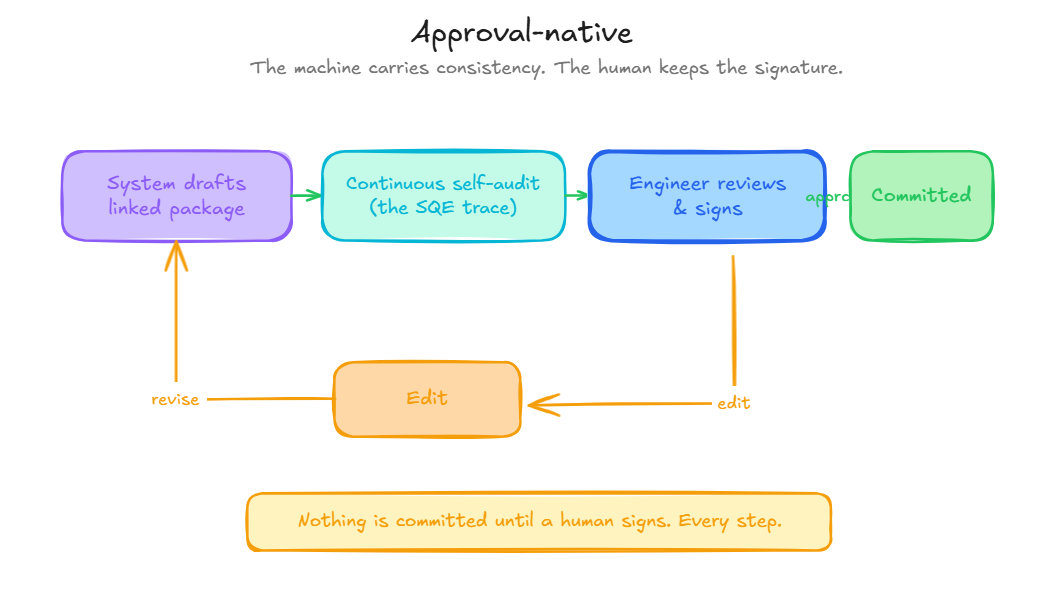
So the model that works is not automation. We call it approval-native. The system drafts, the engineer reviews, and the engineer approves, edits, or rejects at every step. Nothing becomes final until a human signs it. The machine carries the assembly and the consistency. The person keeps the judgment and the accountability. That single choice is the difference between a tool a quality team actually uses and one they quietly refuse to open, and most attempts land on the wrong side of it.
The system drafts. Your engineer signs.
Every broken link surfaces in your building, not four weeks later in theirs.
Inside that constraint, this is what it actually does.
It reads the definition, model or drawing, and balloons every characteristic without anyone doing it by hand. It drafts the PFMEA from your own historical library instead of a generic template, mapping the failure modes your equipment actually produces onto your real operations. The control plan comes out already linked to those characteristics and those risks, so the agreement between them is baked into how it was built, not something a person has to police afterward. And the special-characteristic classification carries off the model, through the PFMEA, into the control plan and the sampling, the same path an SQE will trace later.
And this is the part that changes the economics. It runs the customer's audit continuously, against itself, before you ever submit. The exact trace the SQE will use to reject you, characteristic to risk to control to measurement, running in the background the whole time you build. Every broken link surfaces while you can still fix it, in your building, instead of four weeks and one rejection later in theirs. The gap that would have cost fifty thousand dollars and a program slip becomes a flag you clear on a Tuesday.
Then it holds. Change a dimension on the model and the linked documents update and re-check themselves, instead of one person remembering to chase it through three files before the deadline. Consistency stops being a heroic act done under pressure and becomes the default state of a connected model. When your customer moves you to the AIAG-VDA method or bolts on a new customer-specific requirement, you change the logic in one place instead of re-teaching every engineer and re-templating every package.
Two things fall out of this that matter more than the cycle-time savings, real as those are.
The first is that the interpretation layer finally gets captured. Every package your engineers approve teaches the system how your operation thinks about risk and control. The judgment that used to live in one retiring person's head becomes an asset that compounds, sharpening with every part and never walking out the door. You stop rebuilding the same knowledge every time someone leaves, and every plant inherits the same logic instead of reinventing it.
Every package your engineers approve teaches the system how your operation thinks.
The second is that first-time-yield stops depending on who got assigned to the launch. It becomes a property of the system. Clean, first-time-approved submissions stop hinging on your one great PFMEA person being free, and become the normal output of how you work. Which, if you read the sourcing section, is exactly the capability that wins you the next program.
That is the whole argument.
PPAP is not a documentation problem. It is a consistency problem sitting on an interpretation problem, and it has quietly turned into a sourcing problem. The industry built filing cabinets for it. What it actually needed was a connected model, drafted by a system, approved by your engineers, that keeps itself honest.
Where We Come In
We kept hitting this same problem across our manufacturing work.
So we built the system this whole piece describes, and we call it PPAP Copilot. It reads your definitions, drafts the linked package from your own history, runs the customer's trace before the customer does, and keeps your engineers in the seat where they sign.
It is not a fixed tool you bend your process to fit. It is shaped around your parts, your customers, and your past submissions. The connected model your process has needed since the first time a package bounced on a mismatch that was never a quality problem in the first place.
A working build on a sample part, TS-4471-02 to Meridian Driveline. Real structure, every element drafted by the copilot, every step approved by a human.










This Is a Demo Build
What you just walked through is a demo. Your build is tuned to your equipment, your customers, and your own historical packages. Same engine underneath, shaped to how your operation already runs.
The Next Step
Not a demo of features. We look at your launch history, find where consistency and assembly are quietly bleeding time and programs, and tell you what it is worth to close it.
Book a call